وبلاگ تخصصی پایپینگ | طراحی خرید اجرا | آموزش PDMS Piping
www.PipingTeam.comوبلاگ تخصصی پایپینگ | طراحی خرید اجرا | آموزش PDMS Piping
www.PipingTeam.comدرباره من
 این وبسایت به جهت اطلاع رسانی بهتر وبسایت تخصصی پایپینگ راه اندازی گردیده است. لطفا جهت کسب اطلاعات بیشتر به وبسایت زیر مراجعه نمایید
www.PipingTeam.com
Info@PipingTeam.com
ادامه...
این وبسایت به جهت اطلاع رسانی بهتر وبسایت تخصصی پایپینگ راه اندازی گردیده است. لطفا جهت کسب اطلاعات بیشتر به وبسایت زیر مراجعه نمایید
www.PipingTeam.com
Info@PipingTeam.com
ادامه...
اصول بازرسی چشمی(VT)
اطلاعات عمومی .در بسیاری از برنامه های تدوین شده توسط سازنده جهت کنترل کیفیت محصولات،از آزمون چشمی به عنوان اولین تست و یا در بعضی موارد به عنوان تنها متد ارزیابی بازرسی ،استفاده می شود.اگر آزمون چشمی بطور مناسب اعمال شود،ابزار ارزشمندی می تواند واقع گردد.
بعلاوه یافتن محل عیوب سطحی، بازرسی چشمی می تواند بعنوان تکنیک فوق العاده کنترل پروسه برای کمک در شناسایی مسائل و مشکلات مابعد ساخت بکار گرفته شود.
آزمون چشمی روشی برای شناسایی نواقص و معایب سطحی می باشد.نتیجتا هر برنامه کنترل کیفیت که شامل بازرسی چشمی می باشد،باید محتوی یک سری آزمایشات متوالی انجام شده در طول تمام مراحل کاری در ساخت باشد.بدین گونه بازرسی چشمی سطوح معیوب که در مراحل ساخت اتفاق می افتد،میسر میشود. ادامه مطلب ...
حادثه چند صد میلیون دلاری عسلویه چگونه رقم خورد؟
هنگامی که بسیاری از مردم در حال استفاده از فرصت تعطیلی میان هفته گذشته بودند، کوه آهنی با ۷۲ متر ارتفاع و بیش از ۱۸۵۰ تن وزن که قرار بود در سایه راهاندازی آن آسایش بیشتری نصیب هموطنانمان شود، غرق شد و به گنجینه اعماق خلیج فارس پیوست!به گزارش «تابناک»، بامداد سهشنبه هفته گذشته، زمانی که جکت فاز سیزده پارس جنوبی در حال نصب در منطقه از پیش تعیین شده قرار گرفت، در عین ناباوری غرق شد تا رخدادی رقم بخورد که چه بسا در نوع خود کم نظیر است؛ سازه غول آسایی که به ظاهر چند صد میلیون دلار ارزش داشته و برای بزرگترین فاز از مجموعه پالایشگاههای عسلویه طراحی و ساخته شده بود، چند روزی است که مهمان ناخوانده آبزیان پهنه آبی جنوب کشورمان شده است. ادامه مطلب ...
اصول لوله کشی - قسمت ششم
مهمترین SPEC در جوشکاری WELDING PROEDURE SPEC. یا همانWPS می باشد که بسته به نوع مواد , نوع جوشکاری مشخصات BEVEL ، شرایط پیش گرم کردن قبل از جوشکاری , مشخصات الکترود و... در آن موجود است.
در آماده سازی لبه و پروسه جوشکاری و عملیات جوشکاری , رعایت برخی از نکات الزامی است که در مدارک و استانداردها توضیح داده شده است.
در اینجا نمونه ای از این موارد آمده است : ادامه مطلب ...
اصول لوله کشی - قسمت پنجم
روشهای اتصال لوله ها :
عمده روشهایی که برای اتصال لوله ها بکار می رود را میتوان در سه دسته اصلی تقسیم بندی کرد, دو روش بصورت جوشی و روش دیگر بصورت پیچی است .این سه روش عبارتند از :
· BUTT WELDED
· SOCKET WELDED
· SCREWED ادامه مطلب ...
اصول لوله کشی - قسمت چهارم
جنس لوله ها:
جنس لوله ها با توجه به نوع سرویس و شرایط کارکرد تعیین می شود. و به همین دلیل لوله در جنس های مختلف تولید و عرضه می شود. پس ابتدا به بررسی انواع فولادها می پردازیم :
انواع فولادها
- کربن استیل : فولادی که عناصر آلیاژی آن کمتر از 1% و ماکزیمم مقدار کربن آن 0.25% باشد را فولاد کربن استیل می نامند.در این میان نیز عددی بنام «کربن معادل» تعریف می شود که روشی جهت تمییز فولادهاست و به صورت زیر تعریف می شود:
CE=%C+%Mn/6+ (%Ni+%Cu)/15+ (%Cr+%Mo+%V)/5
اصول لوله کشی - قسمت سوم
در ادامه این جدول نیز مشخصاتی چون مساحت سطح مقطع ، وزن طولی ،ممان اینرسی و دیگر مشخصات لوله نیز آمده است. موسسه استاندارد نفت امریکا نیز استانداردی برای لوله ها ارائه داده است(API 5L) که نسبت به دیگر استانداردها ، لوله هائی با سایزها و ضخامت جداره متنوعی معرفی نموده است.لوله های Stainless Steel (S.S) نیز در ضخامتهای متفاوت 5S, 10S, 40S, ساخته می شوند که در ستون C این جدول آمده است.
ادامه مطلب ...اصول لوله کشی - قسمت دوم
سایز ، طول و ضخامت لوله ها :
لوله ها در سایزهای مختلف از قطر 2/1 اینچ تا 80 اینچ عرضه می گردند. سایزهای 8/1 تا 2/1 معمولاً برای سرویس خطوط ابزار دقیق مورد استفاده قرار می گیرند. سایزهای 4/3 تا 2 اینچ نیز جهت استفاده در مبردها کاربرد دارند. اندازه 2/1 اینچ جزء سایزهائی است که بسیار زیاد مورد استفاده قرار می گیرد.
سایزهای ۴/۱ ۲،۱/۱ ۲،۲/۱ ۳،۲۲و۲۶ جز در مواردی که اتصال به Equipment داشته باشیم ، توصیه نشده است و باید بلافاصله پس از لوله متصل شده به دستگاه ، نسبت به تغییر اندازه به یک سایز بالاتر اقدام گردد. سایز ۲/۱ ۲ ممکن است برای اتصالات Fire Hydrants و شیر کنترل استفاده گردد. ادامه مطلب ...
اصول لوله کشی - قسمت اول
اصطلاح «Piping» عموماً در مسائل مربوط به انتقال سیال از طریق لوله , اتصالات مربوطه و شیرآلات بکاربرده می شود . باتوجه به اینکه لوله جزء اصلی لوله کشی را تشکیل می دهد ابتدا به شرح آن می پردازیم :
لوله ها :
محصولاتی که بصورت تیوپ عرضه می شوند , عموماً « لوله » یا « تیوپ» نامیده می شوند.تیوپ ها که کاربرد آن درمبدل ها ،بویلرها ،قطعات ابزار دقیق و ماشین آلات است، توسط قطر خارجی و ضخامت جداره بر حسب یک هزارم اینچ یا «BWG» مشخص می گردند. در حالیکه لوله ها توسط «قطر نامی لوله»وضخامت برحسب «Schedule Number» شناسائی می شوند.البته در استانداردهای مختلف تقسیم بندیهای متــعددی در این زمینه صورت گرفته است, بدین دلیل در ابتدا به تشریح استانداردها می پردازیم : ادامه مطلب ...
پمپهای صنعتی - قسمت پنجم
در این قسمت لازم است که مفهوم کاویتاسیون را درک کنیم. به همین منظور من مطلبی را از سایت http://www.abyaran.com/articles با تغییرات و افزودن مطالبی برایتان آماده کردم.
کاویتاسیون
کاویتاسیون در لغت از کلمه Cavity به معنای حفره آمده و منظور از کاویتاسیون ایجاد حفره یا حفره زائی است .در صورت وقوع این پدیده یکی از خسارات آن ایجاد خوردگی وحفره برروی بدنه پروانه و پوسته پمپ است .قبل از توضیح پدیده کاویتاسیون لازم است اشاره به نقطه جوش و فشار بخار مایعات صورت گیرد .نقطه جوش مایعات به فشاری که مایع در آن قرار دارد بستگی دارد .مثلا آب در فشار یک آتمسفر در دمای١٠٠ درجه سانتیگراد می جوشد که این دما در فشار48/٠ آتمسفر درحدود٨٠ درجه است.

پمپهای صنعتی - قسمت سوم
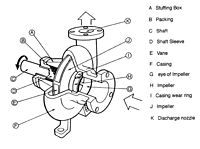
برای شناخت کامل پمپهای Centrifugal به شرح اجزای داخلی این پمپ ها می پردازیم :
پروانه :
پروانه حرکت شعاعی را به سرعت سیال تبدیل می کند. اجزای یک پروانه بشرح ذیل می باشد :
1- توپی پروانه (Hub)
با محور پمپ در تماس است و خار یا کلید جهت اتصال پروانه به شافت روی آن قرار دارد.
2- پره های پروانه (vane)
سیال بعد از ورود به چشمه پروانه،در امتداد پره ها به طرف محیط پروانه جریان می یابد.درحین حرکت سیال بر انرژی جنبشی آن افزوده می شود.
3- لفافه (shroud)
دیواره جانبی پروانه را تشکیل می دهد.امکان دارد دو طرف پره ها لفافه داشته باشد یا یک طرف و یا اصلاً نداشته باشد.
4- چشمه پروانه (eye)
سیال از طریق چشمه پروانه وارد پره های پروانه می شود ادامه مطلب ...
پمپهای صنعتی - قسمت دوم
پمپهای Centrifugal :کلیات :
نیروی گریز از مرکز: سنگی را به نخی بسته و آن را شروع به چرخاندن می کنیم . سنگ در یک مسیر دایره ای شروع به حرکت می کند. سرعت سنگ ثابت است اما جهت آن تغییر می کند . اگر سرعت تغییر کند یا جهت سرعت تغییر کند ، حرکت شتابدار خواهد بود. از آنجا که جهت سرعت سنگ در حال تغییر است ، بنابراین سنگ حرکت شتابداری خواهد داشت . شتاب یک بردار است و جهت دارد . می خواهیم جهت شتاب سنگ راتعیین کنیم . از بالا به سنگ نگاه می کنیم . سنگ در یک مسیر دایره ای با سرعت ثابت در حال حرکت است.شتاب عبارت است ازتغییرات سرعت به زمان پس جهت ΔV جهت شتاب سنگ خواهد بود. همانطور که در شکل مشخص است جهت ΔV به طرف مرکز است ، بنابراین سنگ دارای یک شتاب مرکز گراست. هر شتابی به علت نیرویی ایجاد می شود. به نیروی ایجاد کننده شتاب جانب مرکز،نیروی جانب مرکز می گویند. نیروی جانب مرکز باعث می شود که سنگ در یک مسیر دایره ای حرکت کند .
ادامه مطلب ...