وبلاگ تخصصی پایپینگ | طراحی خرید اجرا | آموزش PDMS Piping
www.PipingTeam.comوبلاگ تخصصی پایپینگ | طراحی خرید اجرا | آموزش PDMS Piping
www.PipingTeam.comدرباره من
 این وبسایت به جهت اطلاع رسانی بهتر وبسایت تخصصی پایپینگ راه اندازی گردیده است. لطفا جهت کسب اطلاعات بیشتر به وبسایت زیر مراجعه نمایید
www.PipingTeam.com
Info@PipingTeam.com
ادامه...
این وبسایت به جهت اطلاع رسانی بهتر وبسایت تخصصی پایپینگ راه اندازی گردیده است. لطفا جهت کسب اطلاعات بیشتر به وبسایت زیر مراجعه نمایید
www.PipingTeam.com
Info@PipingTeam.com
ادامه...
مقدمه ای بر فلنجها - قسمت سوم
تشریح و توضیح انواع فلنجها :در قسمت قبل انواع فلنجهایی که
بیشتر از همه مورد استفاده قرار می گیرند نام برده شد. در این قسمت توضیحات خلاصه
ای در خصوص هر کدام از آنها خواهم داد
.
Welding Neck Flange :
تشخیص این نوع فلنج با توجه به گلویی بلند و شیب دار بسیار ساده می باشد. ضخامت گلویی این نوع فلنج بطور یکنواخت از از سمت لوله تا دهنه تغییر می کند. فلنجهای با شیب گلویی دراز ، دارای استحکام بالایی می باشند که امکان استفاده آنها را در بسیاری از موارد مانند دماهای بالا ، فشارهای زیاد و دماهای زیر صفر درجه را فراهم می کند .
تغییر آرام و یکنواخت ضخامت از فلنج به ضخامت لوله که با شیب ملایم صورت می گیرد در کاهش تنش وارد بسیار مفید می باشد و همچنین تشخیص عیوب ساخت در قسمت گلویی با استفاده از روش رادیوگرافی بسیار آسان می باشد.
قطر داخلی این فلنجها سوراخ کاری می شود تا با قطر داخلی لوله مورد نظر یکسان شودتا هیچ گونه مانعی در مسیر جریان قرار نگیرد.این عمل باعث جلوگیری از بوجود آمدن توربولانس در محل اتصالات شده و میزان فرسایش را کاهش می دهد.
تصویر زیر نمونه ای از این
فلنج را نشان می دهد که با استفاده از جوش نفوذی با طرح اتصال V به
لوله ای متصل شده است
.
Slip On Flange :
استحکام این نوع فلنج در مقابل فشار داخلی در حدود دو سوم Welding Neck و مقاومت آنها در مقابل پدیده خستگی در حدود یک سوم Welding Neck می باشد.
اتصال این نوع فلنج به لوله با استفاده از دو درز جوش فیلت که در قسمت خارجی و داخلی جوش می شود ، انجام می گیرد.
همانطور که در تصویر زیر قابل مشاهده است، سر لوله مقداری عقب تر از سر فلنج جوش شده است. دلیل این مطلب جلوگیری از آسیب دیدن سر فلنج در هنگام جوشکاری می باشد. مقدار عقب رفتگی معمولا به اندازه ضخامت لوله می باشد. در این شکل لین مقدار 3 میلیمتر می باشد.
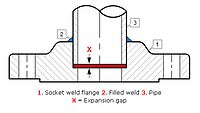
Socket Weld Flange :
این نوع فلنج در ابتدا برای استفاده در لوله کشی های سایز پایین و فشار کاری بالا ساخته شد. استحکام استاتیک این نوع فلنج ها برابر با فلنجهای Slip On می باشد ولی مقاومت در برابر خستگی آنها پنجاه درصد بالاتر از آنها می باشد.
اتصال این نوع فلنجها با لوله با استفاده از جوش فیلت یکطرفه انجام می شود بطوریکه جوش فیلت بایستی از سمت خارج فلنج صورت پذیرد. مطلب دیگری که در خصوص جوشکاری این فلنجها بایستی رعایت نمود فاصله ایست که بایستی بین فلنج و لوله پیش از جوشکاری اعمال نمود.
در این خصوص ASME B 31.1 تصریح می کند که برای جوشکاری این نوع فلنجها بایستی لوله را تا قسمت انتهایی درون فلنج فرو بریم ، سپس به میزلن 1.6 میلیمتر بین انتهای لوله و سطح فلنج فاصله ایجاد کرده و جوشکاری نماییم. دلیل ایجاد این فاصله کاهش تنش پسماند ایجاد شده در سطح فلنج بدلیل سرد شدن جوش می باشد.
یکی از عیوب این نوع فلنج همین فاصله ایجاد شده می باشد. در مواد ضد خوردگی مانند فولاد های زنگ نزن ، ترک ایجاد شده بین لوله و فلنج می تواند باعث ایجاد خوردگی شود. به همین دلیل در برخی موارد استفاده از این نوع فلنجها مجاز نمی باشد.
نمونه ای از این نوع فلنج در
تصویر زیر قابل مشاهده می باشد
 .
.
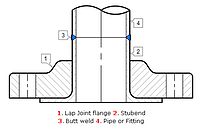
Lap Joint Flange :
این نوع فلنج نیز مانند سایر فلنجها می باشد با این تفاوت که سطح این فلنج دارای برآمدی و فرورفتگی نمی باشد. این فلنجها همراه با اتصال روی هم افتاده استفاده می شوند.
این فلنجها مشابه فلنجهای Slip On می باشند با این تفاوت که شعاع در مقطع سطح فلنج و قطر داخلی لوله برای تطبیق دادن فلنج با قسمت انتهایی اتصال روی هم افتاده ، متفاوت می باشد.
قابلیت نگهداری فشار این فلنجها کم بوده و مقداری بهتر از فلنجهای Slip On می باشد. همچنین مقاومت در برابر خستگی این فلنج ها تنها یک دهم Welding Neck می باشد.
منبع: http://shoaripour.blogfa.com